![]()
銷(xiāo)售熱線(xiàn):15637161999 0371-64696720
值得信賴(lài)的粉磨、洗選、燒結裝備制造商!
全球網(wǎng)站:簡(jiǎn)體中文English
![]()
銷(xiāo)售熱線(xiàn):15637161999 0371-64696720

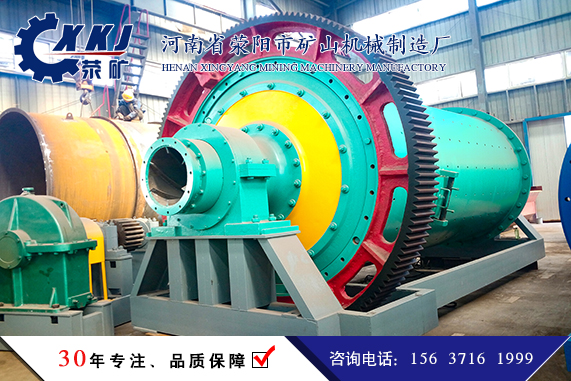
筒體是球磨機主機的重要組成部分,筒體內部鑲有耐磨材料制成的襯,同時(shí)還裝有驅動(dòng)部分。球磨機筒體會(huì )在使用過(guò)程中發(fā)生變形,一般情況下有兩個(gè)原因,一是球磨機經(jīng)過(guò)長(cháng)期作業(yè)后,其內部物料沒(méi)有及時(shí)的排出排凈,導致筒體在自身重量、研磨體重量的共同作用下發(fā)生變形,二是球磨機停止作業(yè)之后,由于筒體溫度較高而在冷卻過(guò)程中由于受力不均導致筒體變形。除了在使用過(guò)程中發(fā)生變形之外,球磨機也可能在焊接時(shí)發(fā)生變形,那么我們該怎么預防筒體變形的發(fā)生呢?
設計階段如何控制變形
1、選擇合適的焊縫尺寸和焊接形式,因為焊接的工作量、應力及變形的大小都受焊縫尺寸的影響,所以在焊接過(guò)程中,在保證筒體結構承載力的前提下要盡量使焊縫長(cháng)度短,板厚小。焊縫的形式要根據具體情況選用,例如,如果筒體需承受交變載荷,就采用連續焊。
2、焊縫之間應該是互相平行,相同方向上的焊接殘余應力和塑性變形區會(huì )出現一定程度上的增加,對于筒體的三段筒節應先分別焊各自縱焊縫然后焊接相互之間的環(huán)焊縫。

3、要控制好筒節的對縫間隙,因為焊接筒節之間的對縫間隙越大,然后產(chǎn)生的焊接變形就越大,焊接筒節之間的對縫間隙越小,就會(huì )導致焊不到,所以控制好筒節的對縫間隙很重要。
制造階段如何控制變形
1、在焊接之前要做好預防工作,可以采用預變形法,簡(jiǎn)單來(lái)說(shuō)就是按照預先估計好的結構的變形大小和方向,在進(jìn)行裝配時(shí)施加一個(gè)大小相等方向相反的焊接變形相抵消。還可以采用預留收縮量法,在進(jìn)行切割下料時(shí),預留一定的收縮量。除此之外還可以采用剛性固定組裝法 ,在沒(méi)有發(fā)生焊接變形之前通過(guò)將構件加以固定來(lái)限制焊接變形
2、焊后矯正包括機械矯正、火焰矯正以及機械加火焰聯(lián)合矯正,機械矯正是利用外力使構件產(chǎn)生與焊接變形方向相反的塑性變形,使兩者相互抵消。火焰矯正是通過(guò)加熱使金屬變形冷卻后收縮。
總頁(yè)數:1 頁(yè) 第 1頁(yè)
Copyright ? 2013~2013 滎陽(yáng)礦山機械廠(chǎng) All Rights Reserved
客服電話(huà):0371-69562333 15637161999(李經(jīng)理) QQ:780726001 豫ICP備15004537號