![]()
銷(xiāo)售熱線(xiàn):15637161999 0371-64696720
值得信賴(lài)的粉磨、洗選、燒結裝備制造商!
全球網(wǎng)站:簡(jiǎn)體中文English
![]()
銷(xiāo)售熱線(xiàn):15637161999 0371-64696720

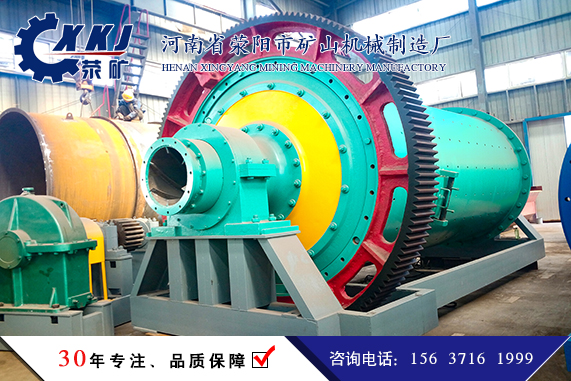
在球磨機筒體上安裝大齒輪前,應先將預先裝好的齒輪下罩內部清洗干凈。對大齒輪及筒體進(jìn)行清洗,尤其是齒輪剖分面、齒輪與筒體結合面。
大齒輪的安裝,要考慮吊裝、就位及對孔方便,先將半片齒輪吊起,以上部扣合到轉筒上,對照實(shí)物找出筒體法蘭螺孔間的定位銷(xiāo)孔及裝配印記,將筒體轉至相應部位,在與轉筒法蘭對孔時(shí),先對準裝配印記,打入定位銷(xiāo),穿入全部螺栓,每隔三個(gè)適力擰緊一個(gè)(不可太緊),其余用手擰緊即可。半片齒輪裝全后,轉動(dòng)筒體使已裝半片齒輪處于下部,按組裝標記裝另一半齒輪,分三組穿入8~10套螺栓后適力擰緊到兩邊對接口處的錐銷(xiāo)螺栓孔基本對準后即可。按大齒輪圖所示安裝錐銷(xiāo)螺栓,安裝錐銷(xiāo)螺栓時(shí),先用白鉛涂抹有縫漲套的內外圓柱部分,放入定位孔中,把錐形定位螺栓插入有縫漲套,用銅棒和大錘敲緊,加上平墊和螺母后也用大錘敲擊擰緊。檢查兩半齒輪錯位偏差小于等于0.1mm。

熱裝接口緊固螺栓。先試擰螺栓兩端的螺母,達到可用手靈活旋轉的程度,然后在一端擰上一個(gè)螺母和墊圈,其位置應該是安裝后的位置。使螺栓直立在地面上,螺栓中心孔內插入量程200℃的溫度計,用噴燈對螺栓無(wú)螺紋部分進(jìn)行加熱,同時(shí)緩慢轉動(dòng)螺栓,使之受熱均勻。將螺栓加熱到160℃(此時(shí)螺栓長(cháng)度應伸長(cháng)0.15%左右),然后迅速插入螺栓孔內,擰上墊圈和螺母用扳手擰緊。為使兩半齒輪收縮均勻,此四個(gè)螺栓應按對角線(xiàn)的順序安裝。全部安裝冷卻至環(huán)境溫度后,按圖紙要求用相應厚度塞尺檢查結合面,不得插入20mm。
擰上全部大齒輪和筒體、端蓋連接螺栓,利用大齒輪上徑向調整螺栓調整齒輪圈徑向位置,使齒輪法蘭內圈和筒體法蘭外圈之間的距離一致,裝配后大齒輪徑向跳動(dòng)不超過(guò)0.7mm,軸向擺動(dòng)不超過(guò)0.7mm。檢測合格后,將全部連接螺栓擰緊,扭矩值見(jiàn)筒體部圖紙。大齒輪的法蘭端面與筒體端面應貼合緊密,用0.03mm塞尺檢查間隙,不許插入。
總頁(yè)數:1 頁(yè) 第 1頁(yè)
Copyright ? 2013~2013 滎陽(yáng)礦山機械廠(chǎng) All Rights Reserved
客服電話(huà):0371-69562333 15637161999(李經(jīng)理) QQ:780726001 豫ICP備15004537號