![]()
銷(xiāo)售熱線(xiàn):15637161999 0371-64696720
值得信賴(lài)的粉磨、洗選、燒結裝備制造商!
全球網(wǎng)站:簡(jiǎn)體中文English
![]()
銷(xiāo)售熱線(xiàn):15637161999 0371-64696720

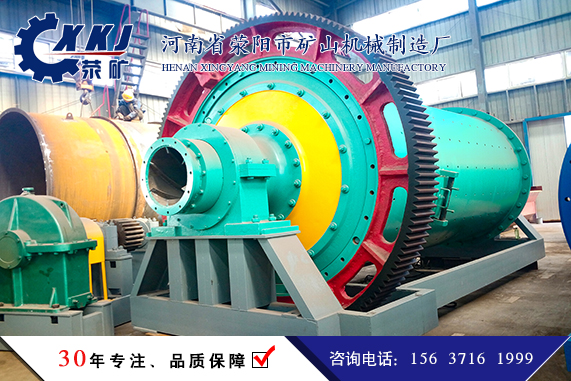
大齒圈在大型礦山機械設備上還是比較常見(jiàn)的,那么球磨機配件廠(chǎng)家在生產(chǎn)大齒圈時(shí),都需要注意哪些工藝呢?它才不會(huì )影響到礦山機械設備的使用。今日球磨機配件廠(chǎng)家就來(lái)為大家介紹下大齒圈的技術(shù)要求:

1.球磨機配件廠(chǎng)家一般是采用zg45、zg35SiMn、ZG35CRMO的材質(zhì)。鑄造只能用電爐或堿性平爐,不允許用轉爐。
2.回轉窯大齒圈應留有粗加工余量進(jìn)行調質(zhì)處理,齒面硬度不低于HB180。大齒圈能夠在使用的過(guò)程中降低大齒圈的損壞概率。
3.大齒圈粗加工后缺陷補焊允許范圍:齒圈輪緣切割寬度不超過(guò)工作寬度的7%,總切割面積不超過(guò)總表面積的2%,切割深度不超過(guò)壁厚的20%。
4.補焊前應對整個(gè)齒圈進(jìn)行預熱,補焊后進(jìn)行熱處理。補焊處的硬度應低于母材,中心區硬度與母材硬度之差不大于10%。
5.兩個(gè)半齒圈連成一個(gè)整體后,就可以加工齒形等零件,接合面要在齒谷的中心。
6.回轉窯大齒圈精整后的工作面不允許補焊,但工作面上允許有直徑6×5以下的分散缺陷。工作表面缺陷不得超過(guò)5處,其他表面缺陷不得超過(guò)10處。
7.回轉窯大齒圈粗加工后應進(jìn)行超聲波探傷,達到JB/T500.14中的三級探傷標準。

我們在生產(chǎn)的過(guò)程中,不僅要考慮到大齒圈各項加工注意事項,同時(shí)也要注意回轉窯托輪的加工事項,無(wú)論是哪種大型鑄鋼件,球磨機配件廠(chǎng)家在生產(chǎn)的過(guò)程中都要與客戶(hù)進(jìn)行詳細的了解,再根據客戶(hù)的需求來(lái)量身定制加工。 大齒圈在大型礦山機械設備上還是比較常見(jiàn)的,那么球磨機配件廠(chǎng)家在生產(chǎn)大齒圈時(shí),都需要注意哪些工藝呢?它才不會(huì )影響到礦山機械設備的使用。今日球磨機配件廠(chǎng)家就來(lái)為大家介紹下大齒圈的技術(shù)要求:
1.球磨機配件廠(chǎng)家一般是采用zg45、zg35SiMn、ZG35CRMO的材質(zhì)。鑄造只能用電爐或堿性平爐,不允許用轉爐。
2.回轉窯大齒圈應留有粗加工余量進(jìn)行調質(zhì)處理,齒面硬度不低于HB180。大齒圈能夠在使用的過(guò)程中降低大齒圈的損壞概率。
3.大齒圈粗加工后缺陷補焊允許范圍:齒圈輪緣切割寬度不超過(guò)工作寬度的7%,總切割面積不超過(guò)總表面積的2%,切割深度不超過(guò)壁厚的20%。
4.補焊前應對整個(gè)齒圈進(jìn)行預熱,補焊后進(jìn)行熱處理。補焊處的硬度應低于母材,中心區硬度與母材硬度之差不大于10%。
5.兩個(gè)半齒圈連成一個(gè)整體后,就可以加工齒形等零件,接合面要在齒谷的中心。
6.回轉窯大齒圈精整后的工作面不允許補焊,但工作面上允許有直徑6×5以下的分散缺陷。工作表面缺陷不得超過(guò)5處,其他表面缺陷不得超過(guò)10處。
7.回轉窯大齒圈粗加工后應進(jìn)行超聲波探傷,達到JB/T500.14中的三級探傷標準。

我們在生產(chǎn)的過(guò)程中,不僅要考慮到大齒圈各項加工注意事項,同時(shí)也要注意回轉窯托輪的加工事項,無(wú)論是哪種大型鑄鋼件,球磨機配件廠(chǎng)家在生產(chǎn)的過(guò)程中都要與客戶(hù)進(jìn)行詳細的了解,再根據客戶(hù)的需求來(lái)量身定制加工。
總頁(yè)數:1 頁(yè) 第 1頁(yè)
Copyright ? 2013~2013 滎陽(yáng)礦山機械廠(chǎng) All Rights Reserved
客服電話(huà):0371-69562333 15637161999(李經(jīng)理) QQ:780726001 豫ICP備15004537號